
Пеноблок или газоблок — выбираем материал для строительства

Что при строительстве лучше использовать – пеноблок или газоблок? Правильный ответ на этот вопрос не такой простой, как кажется, потому, что при прочих равных условиях технические характеристики обоих материалов примерно схожи. Это подтверждается тем, что нормативно-устанавливающий документ для них один – межгосударственный стандарт, действующий в семи странах СНГ – ГОСТ 31359-2007.
Если производственные процессы построены по действующим нормативным документам и продукция производится с их соблюдением, то разница между автоклавными разновидностями пено- и газоблоков будет незначительной.
Разница значительна только между автоклавными и неавтоклавными бетонами
В чем заключается разница?
Высокий спрос на ячеистые блоки, появившийся в последний десяток лет в сфере строительства привел к тому, что не производят его только ленивые. Простота технологии, недорогое оборудование для неавтоклавного производства, сравнительно недорогие пенообразователи, малые капитальные вложения в начало производства, возможность вести выпуск в небольших помещениях, даже в гараже и т. п. Это привело к выходу на рынок ячеистых бетонных блоков неавтоклавного набора прочности, которые получили название «пеноблоков».
Чтобы правильно выбрать, нужно знать о разнице между автоклавными пеноблоками и газоблоками. Она заключается в следующем.
Пеноблоки изготавливаются механическим перемешиванием готовой пены и жидкого раствора бетонной смеси – цемент и /или известь, песок, добавки и вода. Пена образуется в отдельной емкости при смешивании пенообразователя и воды.
Готовая смесь заливается в индивидуальные или групповые формы. Выдерживается от 4 до 8 часов для набора первоначальной прочности. Из индивидуальных форм блоки вынимаются и отправляются на выдерживание для набора отпускной прочности – 70% номинальной. Большой блок из групповой формы режут струнами на блоки номинального размера. Такой способ формирования блока лучше, так как дает гораздо большую точность изготовления.
Газоблоки изготавливают тщательным перемешиванием бетонного раствора с алюминиевой пудрой или пастой на ее основе. На кубометр смеси используется до 400 гр. пудры.
После перемешивания крупинки алюминия начинают химическую реакцию с отрицательно заряженными ОН-ионами смеси. В результате образуется высокопрочный окисел алюминия и водород в виде газа, который и «газирует» раствор. Из 1 кубометра раствора получаю примерно 2 куба газобетона. В реакциях алюминий расходуется полностью, и его в виде пудры в готовом газобетоне нет.
Вспененная масса за несколько часов получает начальную прочность и, как и пенобетон, режется на блоки нужного размера. Блоки сдаточную прочность набирают в автоклаве при большом давлении и температуре. Там из механической смеси портландцемента, кварцевого песка, извести и остатков алюминиевого порошка в продолжающейся химической реакции образуются самые разные гидросиликаты – очень химически стойкие и прочные.
В чем путаются менеджеры-продавцы и производители-«гаражники»?
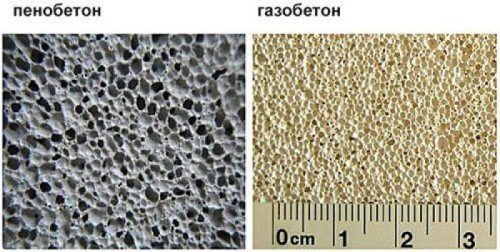
Считают, что газобетон имеет белый оттенок, а темно-серый – это пенобетон. Но тут путают силикатную основу одного материала, производимого на известковом связующем и портландцементную составляющую другого ячеистого бетона.
Цвет пеноблока и газоблока может как совпадать, так и различаться
Считается, что автоклавные газоблоки имеют меньшие отклонения от номинальных размеров. Тут тоже «свалены в кучу» две разных технологии получения блока:
- резка большого моноблока ячеистого бетона на блоки номинального размера туго натянутой стальной струной, дающая высокую точность изготовления – ± 1 – 2 мм;
- отливка блоков в индивидуальные формы дает разброс размеров до ± 10 мм, возможна не параллельность сторон, может быть разная плотность и пористость по высоте отлитого блока.
Некомпетентные «эксперты» утверждают, что один материал набирает воду как губка и быстро тонет, а другой плавает как поплавок на протяжении часов или даже суток. Однако это миф.
Все ячеистые бетоны впитывают воду. Это вызвано тем, что при их изготовлении вода не только обеспечивает химические процессы гидратации – преобразования цемента, песка, извести и добавок в искусственный камень-монолит – но и разжижает смесь, позволяя ей легко перемешиваться, цементу обволакивать все частички наполнителей, не образовывать крупных пустот и заполнять все уголочки формы. При «сушке», а точнее наборе прочности, избыток воды, часто до 65 – 70% от исходного количества, неизбежно проделает капиллярные ходы наружу блока и образуется структура, впоследствии пропускающая пар и даже воду.
Отпускная влажность готовых ячеистых автоклавных блоков заводского производства может быть значительно больше равновесной, получаемой при эксплуатации в стене. После укладки в стену они еще до 2 – 3 лет высыхают до достижения равновесной влажности. Она может быть в пределах 3 – 4 и даже 6 – 8%.
Также утверждается, что неавтоклавные пеноблоки еще много месяцев «добирают» свою прочность в стене. В действительности, готовый неавтоклавный блок может использоваться для строительства только при отпускной прочности, которая не меньше 70% нормативной прочности. В процессе «сушки» блок набирает больше половины нормативной прочности за 5 – 6 суток. А автоклавный блок – за сутки (что значительно лучше), но для этого его нужно нагреть до 180-210°С под давлением 11-14 атмосфер или примерно 1-1,4 МПа.
Пеноблоки, изготавливаемые безавтоклавным способом в гараже могут не успеть набрать прочность.
Что дешевле использовать – пеноблок или газоблок?
Даже автоклавные пеноблоки и газоблоки имеют разную стоимость. При этом пеноблок немного дешевле газоблоков.
При выборе пенобетонных или газобетонных физически можно проверить только один параметр – точность изготовления блоков. Нужно измерить металлической линейкой или рулеткой несколько блоков на разных поддонах – для строительства лучше использовать блоки с максимально точной геометрией.
Остальные параметры непрофессионалу на глаз различить если не невозможно, то очень сложно, и лучше свериться с сопроводительным документом:
- плотность (кг/куб. м) разная у блоков различного назначения – для утепления – от 200 до 400, у конструкционно-утеплительных до 700, у конструкционных – от 600–700 до 1 200;
- класс прочности – определяется назначением блока как элемента несущих стен;
- усадка, образующаяся при высыхании, мм/м – от 0,1 до 0,7;
- морозостойкость – характеризует длительность эксплуатации, может быть от F15 до F 50, F75 и выше.
Автоклавный ячеистый газобетон в понимании специалиста-строителя будет немного лучше, чем такой же пенобетон. Разница определяется разными источниками сырья и качеством порообразователей.
Для большинства строителей-любителей понятия «газобетон» и «пенобетон» имеют значительных перевес в пользу газобетона. И определяется он тем, что газобетон в подавляющем своем большинстве производится на серьезных предприятиях и по автоклавной технологии, поэтому он лучше, а пенобетон – чаще всего без прогрева в автоклаве



